Autore: bono
Limestone storage: Euromec/VSR Blaster sword nozzle solution
In a cement plant, the crushed limestone is stored as bulk material in a dedicated storage building. Buzzi Maryneal cement plant operations were affected by a certain instability due to a pretty common issue: the stored crushed limestone, under specific conditions, got stuck and did not naturally flow through the dedicated vibrating feeders. This inconvenience affected plant productivity, operational stability and equipment reliability. The application of a dedicated Euromec S.r.l./VSR technical solution (“a dedicated Blaster sword nozzles application”) fixed the Maryneal cement plant operations issue and led to improved plant productivity, operational stability and equipment reliability.
1. Introduction
In order to solve or minimize the above-mentioned issue and improve the general overall plant efficiency, Euromec S.r.l. and VSR Industrietechnik GmbH cooperated with the Buzzi Maryneal Plant to develop a quite innovative and customized application of VSR Blaster air cannons with sword nozzles. This technical solution made possible a significant
change in the operations. Now the crushed limestone flowability is no longer an issue and is properly managed by applying a specific automation routine to the innovative Blaster sword nozzle
solution. The aim of this paper is to provide a brief description of the technical solution implemented in the Maryneal limestone storage and to show the excellent results achieved.
2. The issue – operation practice before the application of the Euromec/VSR Blaster sword nozzles solution
In a cement plant, the crushed limestone is stored as bulk material in a dedicated storage building. The stored bulk material should naturally flow down through hoppers to the vibrating feeders and continuously move towards the Horomill raw mill through dedicated belt conveyors.
In this specific area, a typical issue that also occurred in Maryneal (Figure 1) is when the stored bulk material, due to specific conditions, gets stuck (“limestone stuck”) and does not naturally flow through the hoppers. In this condition all the operations are seriously affected in terms of: productivity (slowdown of production times), operational stability and efficiency (unplanned slowdown/shutdown times), equipment reliability (continued and unplanned slowdowns/shutdowns lead to reduced availability
for scheduled maintenance).
In order to manage this periodic inconvenience before the implementation of the Euromec/VSR solution, the Maryneal plant designed a dedicated Standard Operation Procedure (SOP) to be applied each and every time the “limestone stuck” issue occurred:
- Lock-out the limestone belt tripper conveyor (located on the top of the shed) for safety-related reasons
- Enter the limestone storage building with a bucket loader (usually a CAT 988k) to dig out the material and re-start the raw mill by feeding the vibrating feeders with the loader
Running the CAT 988k loader in tight spaces with multiple structural obstacles was demanding in terms of equipment (brakes, steering cylinders, fuel consumption) and operator’s
involvement (especially during night shifts).
It is pretty clear how this procedure affected the plant productivity, the production stability and the overall equipment reliability:
- when the loader was operating inside the shed it was not possible to keep a stable storage quantity of “fresh” crushed limestone due to the fact that the belt tripper conveyor needed to be locked out to preserve the safety of the loader operators
- the loader feeding operations were not as efficient and continuous as a normal smooth automatic operation
- the implementation of the designed SOP generated a congested working environment around the limestone storage area, involving moving equipment and human operators
3. The solution – Euromec/VSR Blaster sword nozzles solution
In order to improve the overall operation by stabilizing the Horomill feeding rate during summer 2019, Euromec S.r.l. together with VSR Industrietechnik GmbH proposed
the installation of N. 4 Blaster sword nozzles units on each of the hoppers located above each vibrating feeder (Lead picture).
The Blaster sword nozzles activation, through an automated routine, generated a local fall of the stuck bulk material by dramatically increasing the average feeding rate (material extraction capacity increased up to 12-15 times) (Figure 2). Hence a direct OPEX saving of 85k US$/year is the first clear result connected to the application of the Blaster sword nozzles solution.
Indirect OPEX reduction and productivity increase The other indirect but strictly connected important results are the following:
- the overall increase of limestone availability (before installation of the Blasters, during the scheduled crusher’s maintenance day, it was necessary after 8 h to start pushing rock to the vibrating
feeders with the CAT 988k loader. Now with the Blasters operating, the crushed limestone on the 4 feeders can last up to 16 h) - the overall increase of operational stability and production rate of the raw mill (10% higher grinding rate) is achieved by the synergistic combination of the Blaster sword nozzles and automation loop controls and maintenance improvements. With the regular feeding rate it was observed: that the raw mill vibration rates decreased, while reliability and productivity rates increased, allowing more scheduled (vs. unscheduled) down times for maintenance
- during 2019 the limestone starvation happened 54 times with 61.8 h of downtime, which represents 17 k metric tons of lost raw mix production (78 h of lost kiln production). Since the installation of the Blaster sword nozzles solution there has been no downtime for “limestone starvation”
- the increased production rate of the raw mill directly related to the stable and regular feeding rate of crushed limestone is reflected in a beneficial loop of increased reliability of the Horomill
and availability for preventive maintenance. This has led to an overall increased cement kiln productivity of up to 7%
4. Results
The main achieved results of the Euromec/VSR solution applied to the Maryneal case are divided into:
- Direct OPEX reduction
- Indirect OPEX reduction and productivity increase
Direct OPEX reduction
During the whole of 2019, the CAT 988 k loader was used for ca. 1100 h for the sole purpose of pushing limestone into the feeders. The total direct cost of this operation (including fuel consumption, maintenance, personnel) accounted for about 85k US$. As a matter of fact, since the commissioning of the Euromec/VSR solution (March 2020) the CAT 988 k loader has never been used in the shed for problems related to the “limestone stuck” issue.
5. Conclusions
The implementation of Euromec/VSR solutions for limestone feeders in the Maryneal case showed several positive and clear results such as increased plant reliability, productivity and operational stability, both in raw mill and kiln, turning the bad downwards spiral loop, linked to the “limestone stuck” issue, into a beneficial loop of stability. Due to the above-mentioned results, the Euromec/VSR solution CAPEX payback for the Maryneal case has been possible after a few months of operation (6 months).
Due to the above-mentioned results, the Euromec/VSR solution is now planned to be implemented for all the remaining feeders of the the Maryneal crushed limestone storage.
In conclusion, the innovative Euromec/VSR Blaster Sword nozzles installation solution is promoted as an effective, reliable and recommendable solution.
TEXT Marco Cattaneo, Piergiorgio Rota, Julius Körling
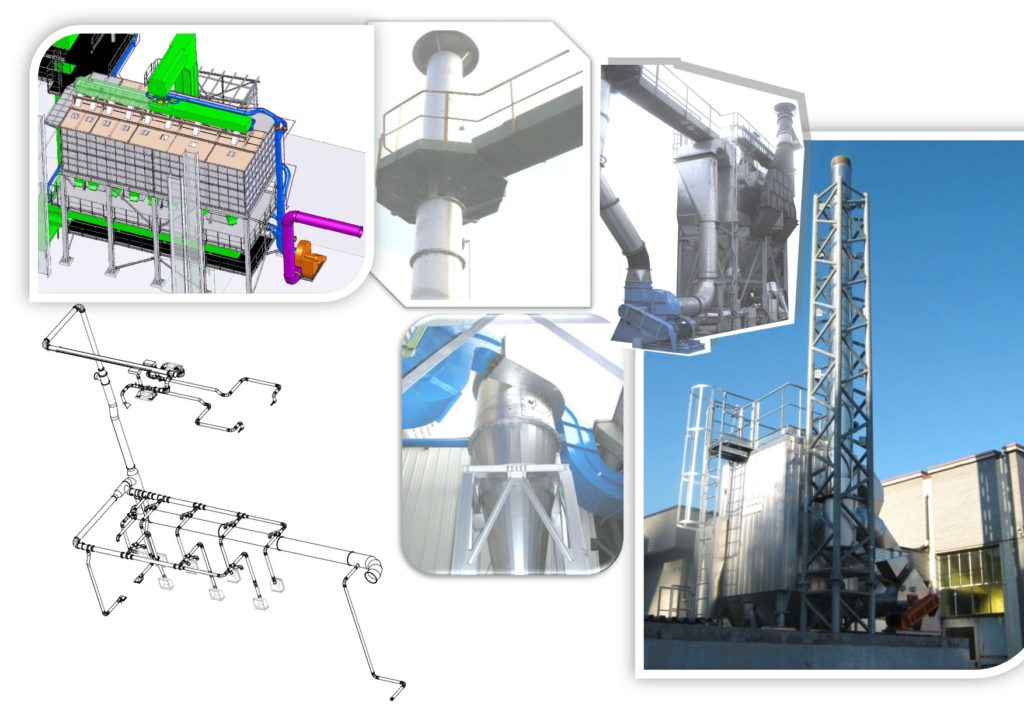
Impianti di depolverazione
Il rispetto delle norme riguardanti le emissioni in atmosfera e di conseguenza la salvaguardia dell’ambiente hanno acquisito grande importanza etica e legale e certamente sono destinate ad essere sempre più severe e stringenti.
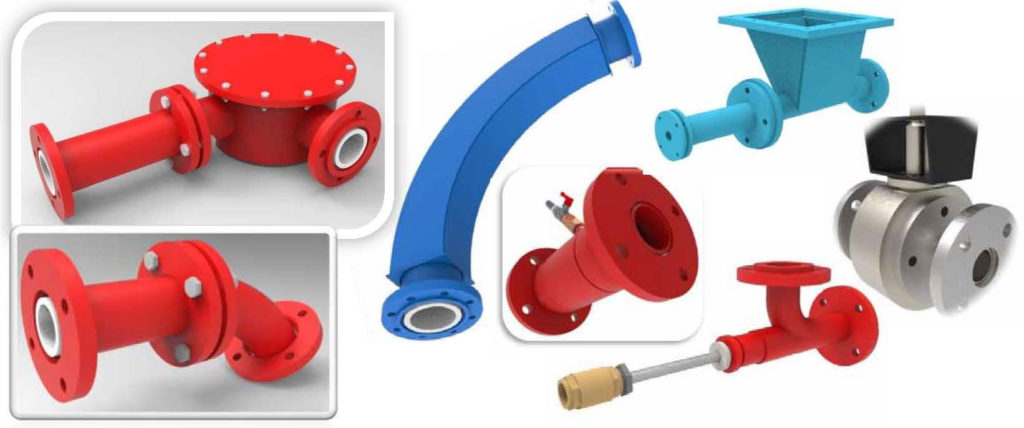
Componenti speciali per il trasporto pneumatico
Componenti che consentono di ottimizzare le prestazioni in funzione delle specifiche condizioni di esercizio Continue reading “Componenti speciali per il trasporto pneumatico”

Rotocelle
Con lame flessibili per una forte tenuta del vuoto sono particolarmente indicate per lo scarico di cicloni e/o filtri di processo, la particolare costruzione consente anche l’utilizzo ad alte temperature.
Continue reading “Rotocelle”

Impianti d’insufflazione e trasporto pneumatico di carburo
Il carburo di calcio è un pulente per la scoria. Continue reading “Impianti d’insufflazione e trasporto pneumatico di carburo”

Impianti d’insufflazione quarzite
Impianto insufflazione nella paniera della scoria. Continue reading “Impianti d’insufflazione quarzite”

Impianti di stoccaggio, insufflazione e trasporto pneumatico di carbone
Impianto automatico per lo stoccaggio, il trasporto pneumatico e l’insufflazione in forno del carbone per acciaierie. Continue reading “Impianti di stoccaggio, insufflazione e trasporto pneumatico di carbone”

Impianti di stoccaggio, insufflazione e trasporto pneumatico di Calce
Impianti per il trasporto pneumatico e lo stoccaggio e l’insufflazione in forno di calce.
Continue reading “Impianti di stoccaggio, insufflazione e trasporto pneumatico di Calce”